
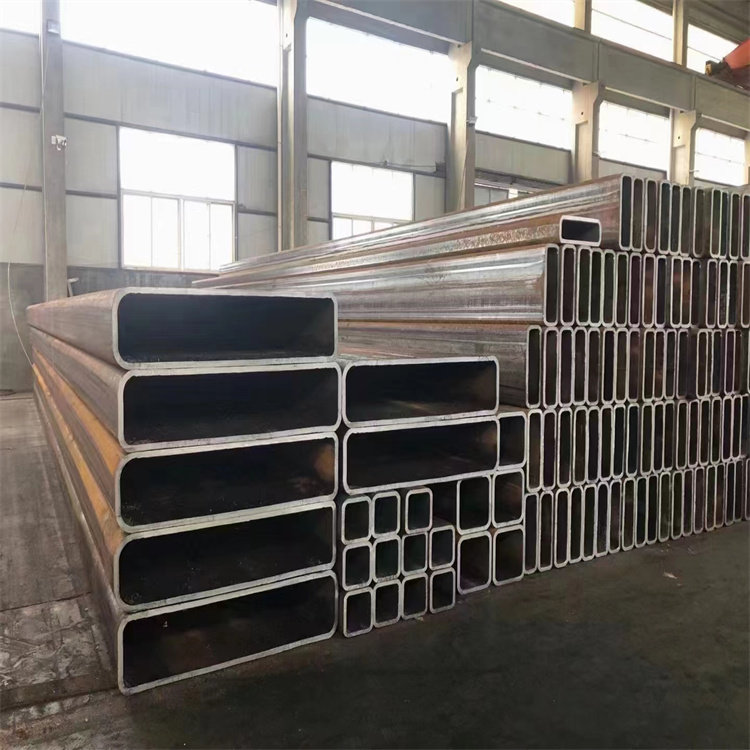
材质Q345E方管大同400x250x6直角方管轧三特钢

山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。


管轧三特钢前轴承座内装有测速机构,主油泵,危急遮断装置,轴向位移传感器,径向及推力联合轴承。后轴承座与后汽缸一体,装有汽轮机后轴承和发电机前轴承。MW系列仅装有汽轮机后轴承。后轴承盖上装有汽轮机盘车装置。盘车装置由电动机驱动,通过蜗轮蜗杆副及齿轮减速达到所需要的盘车速度。当转子的转速高于盘车速度时,盘车装置能自动退出工作位置。在无电源的情况下,在盘车电动机的后轴伸装有手轮,可以进行手动盘车。水泥炉窑余热锅炉产生的低压蒸汽经电动隔离阀进入位于汽轮机前部的一个或者两个主汽调节联合汽阀,通过主蒸汽管路,由前汽缸下部进入前汽缸蒸汽室,经若干级作功后,与补汽混合,再经后几级压力级作功后排入凝汽器凝结成水,借助于凝结水泵打出,经汽封加热器及除氧器后,再重新进入余热锅炉。1汽缸的设计该系列汽轮机的汽缸,根据功率的不同,分为两种组合形式:汽缸前部(前汽缸)和排汽缸(后汽缸)两段组成;汽缸前部(前汽缸)、汽缸中部(中汽缸)和排汽缸(后汽缸)三段组成。各部分之间采用垂直中分面和螺栓联接。汽缸分为上下两半,前后分别装有汽封,以保证蒸汽不外泄漏。前汽缸在下半前端有支承猫爪与前轴承座联接,前汽缸前猫爪采用下猫爪中分面支承方式,消除了机组运行中汽缸中心抬高问题。前缸内铸有蒸汽室,蒸汽室为全周进汽,下部有两个进汽口与主蒸汽管道焊接联接到主汽调节联合汽阀。洁净钢生产中的炉渣乳化经常能在钢材表面附近和内部缺陷中观察到渣滴,这表明降低冶金容器内炉渣乳化程度是洁净钢生产的先决条件。在炼钢和连铸工艺上,发生炉渣乳化的机理有几种,如出钢流股冲入渣层、溢泡对渣金界面的冲击、出口涡流和钢水流对渣金界面形成剪切力作用等。各工厂发生炉渣乳化的主要机理不尽相同,但对于钢的缺陷,连铸结晶器内炉渣乳化极可能是决定性的。中间包夹杂或转炉渣夹带是涡流动造成的,虽然这个阶段的炉渣乳化没有结晶器内严重,但却削弱了冶金反应,降低了生产效率。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
管轧三特钢a用不带钻膨胀螺栓支架时,必须先在支架的位置上钻孔。b钻出的孔必须与构件表面垂直。孔的直径与套管外径相等,深度为套管长度加15mm。钻好后,将孔内的碎屑干净。c把套管套在螺栓上,套管的口端朝向螺栓的锥形尾部;再把螺母带在螺栓上。然后打入已钻好的孔内,到螺母接触孔口时,用扳手拧紧螺母。随着螺母的拧紧,螺栓的锥形尾部就把口的套管尾部胀,使螺栓和套管一起紧固在孔内。7当并列管道时,应注意使管道间距排列标准化。6预制:3.6.1管道切断:根据图纸和现场实际测量的管段尺寸,画出草图,按草图计算管道长度下料,在管段上画出所需的分段尺寸后,使工具与管道轴线成直角,将管道垂直切断,不能使用机械工具等。2管道切口的:一切管道的切口处必须用锉锉成一平滑平面,除去管道内外卷边、毛等。3管道内的检查、清扫、配管端的保护。1管道切口在接合前一定要清扫管口内的存留物及管口边内外的铁屑等。3.2完毕或配管作业临时中止时,必须用堵头将管端封闭好,不能使异物进入管内及管口边外的丝扣处。3管道前一定要清扫管膛内及管口边外的丝扣处。4将预制好的管段配好零件,编号放到适当位置调直,待。道一般包括主干管、支干管、支立管、分支管;集合管、导向管。时,由主管道始,其它分支可依次进行。1干管:3.7.1.1将预制好的管道按环路核对编号、运到地点,按编号顺序散放置就位。